
316L不锈钢厂家无锡中兴溢德今天和大家分享的是316L不锈钢冷轧板表面缺陷成因分析,这期内容主要是316L不锈钢冷轧板表面的改进措施,请看下面:

3.1连铸坯表面轻修磨操作
由于316L不锈钢连铸坯表面的微裂纹缺陷会导致冷轧板线状缺陷的产生,通过检测发现连铸坯表面微裂纹深度一般不超过300μm,保证修磨精细化操作的前提下,采 用20#以上砂轮轻修磨便可修磨掉缺陷。修磨工艺参数的改进情况如表2所示,连铸坯表面修磨质量改进后的皮下质量如图7(a)所示,连铸坯表面质量如图7(b)所示。
表2 316L不锈钢连铸坯修磨工艺参数改进
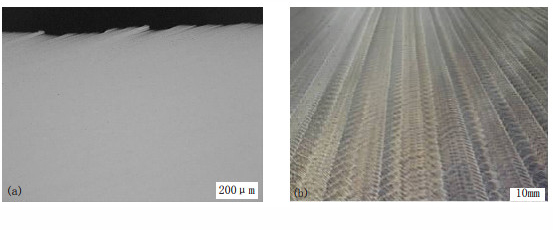
图7改进修磨工艺修磨后连铸坯表面情况(a)皮下情况(b)表面情况
由图7可以看出,采用20#砂轮精细化修磨操作,316L不锈钢修磨后的连铸坯表面经粗糙度仪检测表面粗糙度Ra由250μm降低至180μm,平整光滑,无微裂纹等缺陷。
3.2连铸坯质量控制
彻底消除316L不锈钢冷轧板表面线状 缺陷的根本在于提高连铸坯表面质量,经过观察,实际生产的316L不锈钢连铸坯主要表面缺陷有振痕深、渣坑和微裂纹等。
振痕是结晶器振动不可避免的产物,在负滑脱期间,弯月面初生坯壳受结晶器压力和渣圈的挤压向钢液侧弯曲;在正滑脱期间,初生坯壳受钢水静压力作用又贴向铜壁,钢水溢出到凝固壳前端而形成振痕[5]。振痕波谷处往往是板坯横裂纹的发源地和渣粒、气泡的聚集地,振痕深度增加,缺陷发生几率增加。结晶器振动形式是影响振痕深度的主要因素,众所周知,采用高频率、小振幅的振动形式,在保证铸坯顺利脱模的情况下,尽量减少负滑脱时间是减轻振痕、减少振痕下表面缺陷的有效措施。
316L不锈钢凝固初期体积收缩较大, 坯壳生长不均匀,在坯壳薄弱处产生局部应力集中,结晶器内渣膜传热不均造成结晶器与铸坯间润滑不良,导致连铸坯表面凹坑 的产生,部分凹坑底部可能会出现裂纹。控制表面凹坑的产生应使结晶器内保持均匀 的冷却,主要控制因素是保护渣渣膜的均匀传热,要求薄厚均匀的保护渣渣膜,这与 保护渣的熔点、粘度、消耗量密切相关。
随着铸坯断面尺寸的增加,钢水流量增大,结晶器内流场及温度场的不均匀性增强,产生缺陷的316L不锈钢以超宽板坯为主, 板坯边部渣金界面温度更易发生不均匀的现象,如果温度过低,保护渣熔化不利,容易产生铸坯表面缺陷,如结晶器内液面波动过大,会造成卷渣,因此,结晶器内最优的钢液流动状态对生产高表面质量的连铸坯起至关重要的作用,钢液流场受浸入式水口插入深度、形状、拉速等因素影响。
从以上理论出发,改进保护渣成分,强化连铸生产工艺参数,改进前后保护渣成分如表3所示,改进前后的工艺参数如表4所示。
表3 316L不锈钢连铸保护渣特性参数的改进
表4 316L不锈钢连铸工艺参数改进
改进连铸工艺参数后生产的316L不锈钢连铸坯表面质量如图8所示。

图8 316L不锈钢连铸坯表面情况
改进连铸工艺参数后生产的316L连铸坯表面振痕平稳规律,有少量深度在0.9~1.0mm,大多数振痕深度在0.6mm附近,很少有渣坑振痕紊乱等面缺陷。
目前,316L不锈钢连铸坯表面进行分级确认,表面质量好的A、B级坯可进行无修磨轧制,表面质量差的C、D级坯经过20#砂轮轻修磨操作,也可避免冷轧板线状缺陷 的发生,冷轧板线状缺陷不合率由5%降至1%以下。
未完待续...
316L不锈钢厂家无锡中兴溢德于2012年成立,位于全国知名的不锈钢市场—江苏省无锡东方钢材城附近的安达利大厦,地理位置优良,交通便利,是一家主营低碳不锈钢,集仓储、加工、贸易配送为一体的综合型企业。
316L不锈钢厂家无锡中兴溢德主营304L不锈钢、316L不锈钢、317L不锈钢、409L不锈钢、436L不锈钢、904L 不锈钢、301L不锈钢等低碳不锈钢板、不锈钢卷、不锈钢带、不锈钢扁钢,常备库存1000余吨材料,规格齐全,货源充足。同时316L不锈钢厂家无锡中兴溢德可根据客户要求提供各种不锈钢板加工服务:开平、纵剪拉丝、镜面、油磨、抛光、冲花、折弯、整平、分条、切割、卷圆、冲孔等。



 tel13606189881
tel13606189881  e-mail287719960@qq.com
e-mail287719960@qq.com address无锡市锡山区锡港路177号
address无锡市锡山区锡港路177号